当前位置:首页 > 商业/管理/HR > 质量控制/管理 > 钢结构制作通用工艺.
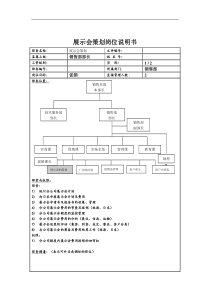
1钢结构制作通用工艺1、适用范围本钢结构制作通用工艺适用于钢结构工程制作难度一般,钢材类别不大于Ⅱ类的钢结构制作加工。2、目的:使车间生产工人和公司相关管理人员了解、掌握钢结构制作过程中的基本标准和要求,以确保产品质量。3、编制依据:GB50755-2012钢结构工程施工规范GB50661-2011钢结构焊接规范GB50205-2001钢结构工程施工质量验收规范4、产品制作:4.1产品在制作之前应由技术部门组织相关的生产工人和相关管理人员就项目的制作进行技术交底。交底内容包括设计总说明、合同特殊要求、产品制作所执行的规范、验收标准和典型施工图的解读及制作方案的确定等,确保产品的质量和生产的进度。4.2钢结构制作工艺流程:2拼接VT、UT下料、切、锯、气割零部件制作设备人员考核检验材料复试钢材焊材油漆审核施工图纸材料准备构件清单生产准备技术准备制作工艺焊接工艺技术交底检验H钢组装箱形构件组装检验焊接UT矫正端板、底板、悬臂梁、牛腿、连接板等组装检验焊接制孔UT矫正缺陷修补、打磨检验抛丸遗漏缺陷修补检验涂装检验标记成品保护清单复核包装发运35。材料5.1钢材:1)本制作工艺主要结构用钢为Q235和Q345等级,钢板化学成分(见表1)、力学性能(见表2)、钢材表面质量及厚度公差(见表3)应符合国家现行规定的要求,。GB/T700《碳素结构钢》;GB/T《低合金高强度结构钢》;GB/T709《热钆钢板和钢带的尺寸、外形、重量及允许偏差》,并按规定取样进行力学试验钢材化学成分表表1牌号质量等级化学成分%(≤)CMnSiSPVNbTiCuNMoAlQ235A0.220.30﹋0.800.350.0500.45———————B0.200.45C0.170.0400.040D0.0350.035Q345A0.201.700.500.0350.0350.150.070.200.300.0120.10—BC0.0300.0300.015D0.180.0250.025E0.0200.020钢材力学性能表2牌号质量等级屈服强度σs/Mpa不小于抗拉强度σbMPA伸长率δ%不小于冲击苈AKV/J(℃)钢板厚度mm弯曲试验厚度或直径mm厚度或直径mmd=直径≤16>16~40>40~60>60~100≤40>40~60>60~100+200-20-40a=板厚Q235A235225215205370-500262524—≤60aB27C27>60~1002aD27Q345A345335325315470-630201919—≤162aB34C21202034>16~1003aD34E274热轧钢板的厚度允许偏差(N类)表3公称厚度mm公称宽度的厚度允许偏差≤1500>1500-2500>2500-4000>4000-48003.00-5.00±0.45±0.55±0.65—>5.00-8.00±0.50±0.60±0.75—>8.00-15.0±0.55±0.65±0.80±0.90>15.0-25.0±0.65±0.75±0.90±1.10>25.0-40.0±0.70±0.80±1.00±1.20>40.0-60.0±0.80±0.90±1.10±1.30>60.0-100±0.90±1.10±1.30±1.50>100-150±1.20±1.40±1.60±1.80注:在合同未注明偏差类别,采用N类。如订货合同另有规定则应对应相应A、B、C类偏差。当钢材的表面有锈蚀、麻点或划痕等缺陷时,其深度不得大于该钢材厚度负允许偏差值1/2;2)所有的钢材必须有供应商提供的有效质量证明书;3)钢材验收入库按照《材料标识可追溯性控制程序》对钢材进行标识管理、分类储存、防护。5.2焊接材料:1)焊接材料包括焊条、焊丝、焊剂、焊接保护气体等必须有相应的有效质量证明;2)焊接材料应符合国家现行规定的相关标准,根据项目需要应进行焊接材料复试;3)焊接材料按《焊接材料控制程序》验收入库、储存、防护、发放。5.3涂装材料:1)钢结构防腐涂料、稀释剂和固化剂应按设计文件或客户要求选用。其品种、规格、性能应符合设计要求及国家现行的相关技术标准。2)涂装材料必须存储在专用仓库并符合防火要求,应由专人保管、发放。5、下料:本公司的下料方法有锯切、剪切、等离子切割和火焰切割。火焰切割只有在使用半自动切割不切实际时才可采用手工火焰切割。6.1锯切凡是热轧型钢端头无端板的构件应采用锯切。断面的粗糙度为Ra25,长度锯切允许偏差为±2mm。6.2剪切凡是采用剪切的钢板厚度应小于或等于12mm,当厚板大于12mm时应采用火焰切割。剪切允许偏差为±2mm。6.3火焰切割:1)切割准备:①用于产品制作的钢板在下料前必须经表面质量检查和材料复试合格;②下料前必须核对钢板牌号或材料标识及规格应与下料单一致;③清除钢板表面的污垢、油脂等杂物;④检查切割设备及气管的可靠性、安全性,确保切割过程的连续性。52)切割:①根据钢板厚度调整火焰切割工艺参数,见表4。火焰切割工艺参数表4割嘴规格割嘴直径mm切割厚度mm切割速度气体压力Mpa切口宽mm氧气乙炔液化气10.65-10600-7500.4-0.50.0250.03220.810-20450-6000.4-0.50.0250.03231.020-40380-4500.5-0.60.0250.03341.2540-60320-3800.5-0.70.030.035351.560-100250-3200.7-0.90.030.0353.561.75100-150160-2500.9-1.40.0350.04472.0150-180130-1601.4-1.60.0350.044②多条直线同时切割:应统一割嘴规格,预热火焰功率应调整为一致,保持切割风线的清晰、挺拔。割嘴离钢板距离保持一致,约10mm;3)切割检查:①清除切割熔渣,自己检查切割面,凡是缺陷超标应及时修整。②气割允许偏差,见表5。气割允许偏差表5检查项目允许偏差mm表面粗糙度≤Ra50um割纹深度0.3mm局部缺口深度1000mm长度内允许1处1.0mm切割面垂直度≤0.05t且<2.0mm零件宽度、长度±2.0mm③应及时对切割的零件标注零件编号、规格和材料可追溯性标识,④必须对切割余料进行标识移植;⑤填写下料记录6、拼接:7.1斜坡设置:对接接头拼接的错边量应小于0.1t,且≤2.0mm。当拼接的钢板宽度、厚度不相同时,其宽度、厚度差值超过4mm,应将较厚板的一面或两面采用火焰切割或机械加工方法使之斜坡过渡。7.2H型钢拼接:1)焊接H型钢拼接、翼板接缝和腹板接缝的间距大于200mm。翼板拼接长度不应小600mm,腹板拼接长度不应小于600mm;2)热轧H型钢拼接接头形式可采用错位接头或无错位接头,但每个项目应根据设计的具体要求,不得擅自选用拼接接头形式。对接接头应为全熔透焊缝。t1t2.512.5112.5B1B6腹板上应开设过焊孔(半径一般为20mm)。过焊孔应切割光滑,焊接后应保留过焊孔(除客户有要求外)。①错位接头为Ζ、匚、等拼接形式,上、下翼板拼接缝与腹板拼接缝间距大于200mm。拼接的翼板长度为翼板宽度的2倍,腹板拼接长度不小于600mm。②无错位接头为“Ⅰ”字形拼接,上、下翼板拼缝与腹板拼缝在同一条直线上,按全熔透焊接,其拼接长度不应小于600mm;7.3箱形构件拼接:1)箱形构件的侧板拼接长度不应小于600mm。相邻侧板拼接缝的间距不宜小于200mm;2)侧板宽度方向不宜拼接。7.4角钢、C型钢拼接:角钢、C型钢可采用“Ⅰ”字形拼接或45°斜接接(根据设计或客户的要求采用)。钢板厚度超过6mm,按规范开坡口,按全熔透焊接。7.5钢管拼接:钢管拼接,每个节间宜为一个接头。最短拼接长度应符合下列规定:1)当管径:d<500mm时,拼接长度不应小于500mm;2)当管径:500mm<d≤1000mm时,拼接长度不应小于管径;3)当管径:d>1000mm时,拼接长度不应小于1000mm;4)小管径拼接时,管内必须设有衬套,并按规定留有间隙或开坡口,按全熔透焊接(包括矩形钢管拼接)。7.6吊车梁拼接1)吊车梁的上、下翼板与腹板的拼接缝不得设在吊车梁跨中的1/3范围内;2)焊接H型钢拼接应采用“Ζ”形拼接。翼板拼缝与腹板拼缝应大于200mm;3)一般规定吊车梁上翼缘与腹板连接为全熔透焊接,上翼板正面拼接焊缝应磨平。7.7坡口制备:1)常用坡口形式和尺寸见表6及表7。≥200≥200≥200≥200≥2007气体保护焊常用坡口尺寸表6钢板厚度t焊接符号横截面角度a间隙b钝边P深度Ht≤6—0~3——6~10—b=t——6<t<1650°1~30~3—t≥16a1=50°a2=60°1~30~3H1=2/3(t-P)H2=1/3(t-P)6≤t<1650°1~30~3—t≥16a1=50°a2=60°1~30~3H1=2/3(t-P)H2=1/3(t-P)tbtbtbaPPtbaa1a2bH1H2tPa1a2bH1H2Pt8埋弧焊常用坡口尺寸表7钢板厚度t焊接符号横截面角度a间隙b钝边P深度H6≤t<12—0——t≥1260°05~6—t≥1030°82H=t-Pt≥20a1=60°a2=60°05~6H1=2/3(t-P)H2=1/3(t-P)t≥20a1=60°a2=60°05~6H1=2/3(t-P)H2=1/3(t-P)1)坡口尺寸制作及装配允许偏差,见表8。坡口尺寸制作及装配允差表8检查项目背面不清根背面清根坡口角度+10º,-5°+10º,-5°坡口钝边±2mm—间隙±1mm—无衬垫根部间隙±2mm+2mm,-3mm带衬垫根部间隙+6mm,-2mm—2)坡口制备要求:①凡是工厂焊接坡口或现场焊接坡口均应采用半自动切割;②坡口制备必须按规定的坡口尺寸,确保其角度、深度、切割面的粗糙度,切割纹深度超过0.3mm时,应用砂轮打磨平整。③箱形构件其纵向焊缝在全熔透和部分熔透交接处,其坡口深度必须逐步过渡至零,过渡段长度不小于坡口深度的4倍,角焊缝作纵向连接的btabtbaHPta1a2bH1H2tPa1a2bH1H2Pt9部件也是按上过规定加工坡口;④坡口加工完毕,在组装之前应清除切割、熔渣,并对焊接区域30mm范围内进行除锈打磨。8.组装8.1一般规定:1)在组装之前,组装人员应看懂施工详图,必要时应配备施工区域的平面图、立面图。发现图纸有异疑不得擅自修改,应及时与有关技术部门联系解决;2)在组装之前,组装人员应对组装所用的零件、部件的编号及实物进行认真检查,确保实物几何尺寸与图纸相符;当构件组装后也必须按图纸认真检查各档零件尺寸或零件是否遗漏;3)零件、部件在组装之前应考虑到组装成形后的构件能否进入抛丸设备除锈或者部分零件经抛丸后会出现抛丸“死角”,对此情况应采取零件、部件预抛丸处理;4)在组装之前应清除待焊接区域30mm范围内的切割熔渣、氧化皮、铁锈、油脂、水等影响焊接质量的杂质;5)焊接部位的装配间隙和坡口尺寸应控制在允许偏差之内,严禁在坡口间隙内塞焊条头或铁块等杂物;6)对于搭接接头、塞焊、槽焊,钢板之间的装配间隙和衬垫与母材之间的装配间隙不应超过1.5mm。7)超差间隙的修整:①坡口组装间隙超过规定的允许偏差,但不大于较薄板厚的2倍且不大于20mm时,可以在坡口单侧或两侧堆焊并打磨平整;②采用角焊缝或部分熔透焊缝连接的T字接头,两部件应贴紧,根部间隙不应超过5mm。当间隙超过5mm时,应在待焊板端面堆焊并打磨平整,使间隙符合要求。8)定位焊:①定位焊应由有相应资格证书的焊工施焊;②定位焊使用的焊接材料与正式施焊相同;③定位焊缝厚度不应小于3mm;T字接的定位角焊缝焊厚不应超过设计焊厚的2/3。焊缝长度25-50mm,间距宜为300-500mm;④当板厚超过规定的厚度时,定位焊的预热温度宜高于正式预热温度20-50℃;⑤定位焊应避开焊接起始、结束拐角部位,坡口内尽量避免定位焊;⑥定位焊缝与正式焊缝应具有相同的焊缝质量。当定位焊存在裂纹、气孔、夹渣等缺陷时,应及时
 三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
三七文档所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 扫描二维码
扫描二维码





 vanessa1250
vanessa1250
本文标题:钢结构制作通用工艺.
链接地址:https://www.777doc.com/doc-4388612 .html